
在现代化大型钢结构工厂中,无论是重钢、轻钢结构,或者在建筑、设备、船舶等不同钢构业界,切割下料都是生产链中首道关键制造工序,“切割及焊接”素有钢铁裁缝之称,其中主要指应用面广量大的热切割。热切割始于上世纪初,乙炔手工气割出现在法国,随后在世界范围内广为普及长期沿用,随着生产力发展,热切割已由手工普通型逐步演进发展,研制出众多采用新型燃气以至新的切割原理的全新工业气割装置,自动化程度也越来越高,被加工材料也由普通碳素钢材扩大到不锈钢、有色金属等材料,甚至非金属材料,切割精度和效率都达到了前所未有的水平。数控等离子切割机就是这样一种技术先进、生产工艺需要、正在推广的新型自动化切割装备。
1.等离子切割的原理及与火焰切割的异同
数控等离子切割于20世纪50年代在美国研制成功,是集数控技术、等离子切割技术、电源技术于一体的机电一体化装置。它的基本工作原理的发现和发展,得益于二战中美国飞机制造业的技术革新,从目前仍大量使用的火焰切割变革而来。作为热切割的二种主要方式有必要对二者的异同、特点做一比较,才能对它们的使用更有针对和便于选择,为此,应清楚了解等离子切割的原理及与火焰切割的差异。首先,火焰切割是燃气(目前多为丙烷气等高燃烧值气体)加氧气燃烧加热切割钢材,加工温度数千度。等离子切割所需热力能源和切割原理则大为不同,先了解一下什么是等离子体?现在知道,物质有四种状态,随着温度升高,依次呈现为固体、液体和气体三态,当气体温度进一步升高时,能量使分子之间彻底分离,其中的原子由于激烈的相互碰撞而使得电子从原子游离出来,离解为电子和正离子(或称带正电的核),这时物质将进入一种新的称为第四态的状态,称为等离子体,等离子体之间的撞击将释放出巨大的能量,产生和维持更高的温度,可达上万度,这应是“热态等离子”(有别于“冷态等离子”)。等离子体的这种性质用于切割,如由电流产生,再加以约束,可产生电流密度极高的等离子弧,根据所使用的工作气体,主要分为氧、氩气等离子弧切割等,而根据约束方式,主要分为水再压缩等离子弧切割、磁场再约束等离子弧切割等,而目前开发的等离子系统,仅使用压缩空气和电。一般等离子切割机由电控系统、机械装置及喷嘴组成,根据引弧原理不同控制系统有所不同。电控系统产生高温高热等离子弧,由压缩空气压缩后从喷嘴喷出,(类似气体保护焊),将被切割金属局部熔化并被高速气流吹走,从而形成细窄切割缝。从切割效果看,火焰切割与等离子切割的切口质量差别较大,等离子切口较窄,光滑度较好一般不需打磨,火焰切割则经常需要人工除渣磨边,但等离子通常只切割30mm以下的钢板(以及有色金属板),较厚的钢板仍需火焰切割,而多边直条切割机一般使用火焰切割。
火焰切割与等离子切割又一直观的效果差别在于,由于电弧与温度不同,火焰切割对金属板起着熔化与吹离作用,而等离子弧的高温,除熔化外还有氧化蒸发过程,切割中常常冒出黄烟,因而不得不采用板下水槽或其他除尘措施。然而综合比较各方面优缺点,等离子切割由于切割速度快、切口质量好,穿孔时间短,仅用电可不使用切割气,使得前期投资高而后期成本较低,这些独有的特点使它在技术选型中优势较突出,因而越来越受到市场重视。可见,根据使用目的和范围的不同,二种切割方式还是有着比较明显的分工取向的。
2.数控等离子设备的基本系统构成
数控等离子切割设备一般概括为三大部分:机床部分、数控部分和软件部分。机床整体由道轨、机架、齿轮齿条传动、减速机、伺服电机、气路系统、切割机喷嘴、冷却除尘等系统组成;二是以计算机、电源系统、伺服运动控制系统为核心的全套电气系统硬件;计算机软件则为第三部分,以下拟分类简介.
2.1等离子切割的引弧方式和电源等离子切割的引弧方式一般有传统的高频高压方式和新型非高频方式,目前国内许多公司仍采用高频高压方式,国外新技术代表美国海宝等公司及国内一些新技术公司,则采用非高频引弧技术。而电源类型则通常有增强漏磁型变压器电源、晶闸管整流电源、逆变电源和斩波电源四种。比较通用的海宝MAX200是一种恒流、提供40—200A连续可调电流的次级变换斩波器电源,这类品牌目前在制作技术和性能上更为专业和精良,国内也有越来越多的产品进入市场竞争。高压高频引弧要求在工件和电极间产生3KV以上的高压和150—200KHZ的高频振荡,击穿中性气体介质而形成电弧,电路又分为短路和非短路型,这种引弧方式具有较高的引弧成功率,但造成的电磁干扰较严重,在数控自动切割和对电磁干扰要求严格的场合无法使用。非高频引弧也称为接触引弧,要求电极与喷嘴直接接触短路后靠气体分压而引燃小弧,产品内无需高频振荡器,消除了高频高压放电产生的电磁干扰,降低了对人体的伤害。该型燃弧方式对电极引弧高度控制提出了较高要求,一般设立专门的弧压高度控制系统。
2.2伺服控制系统
数控切割机是一种将数控技术与精密机械紧密结合的机电一体化产品,技术性能已远超越仿形切割、半自动小车之类初级产品,适应切割任意复杂图形。根据加工大小,其机械结构形式可为龙门式、悬臂式、台式便携式数控切割机,可选用等离子或火焰切割头,还有更为专用的数控相贯线切割机、机械人切割机、激光切割机等。以大中型龙门、悬臂式为例,数控等离子切割机实质是一种切割专用的多轴数控伺服系统,以计算机控制为中心,可在二轴以上方向对切割头进行图形运动控制,以达到切割加工目的。
2.3弧压高度控制器
以上提到,数控等离子切割对引弧、弧压控制要求很高,厂家多采用专门的弧压高度控制器来实现这一要求。等离子弧压高度控制器的原理是利用等离子电源的基本恒流特性,通过检测等离子弧电压的变化,来测定等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。通常具有的基本功能有,初始自动定位、开机穿孔与断弧提升功能、割炬防撞、给定与实际弧压显示监控、手动与自动操作等。海宝产品有自身配套的高性能高度控制器,应提及,目前许多国产该用途产品,性能已完全可以满足工程要求,替代进口使用已很普遍。
2.4工控计算机与自动编程套料软件
数控等离子切割系统的控制中心,是一套以工控计算机为核心,集显示器、键盘一体化可视化编程的图形切割控制器。系统除装有通常Windows操作系统、数控控制系统外,还需要安装专用的自动编程套料软件。好马配好鞍,有了相应的具备CAD/CAM功能的绘图编程软件,切割图形的编辑和导入才能够容易实现,整个切割系统将如虎添翼,可方便、灵巧、可靠地完成复杂的加工功能。发思特软件公司授权的FastCAM自动编程套料软件,就是当前业界很受欢迎的一款用于二维切割数控系统的绘图编程软件,与一般传统CAD绘图软件相比,FastCAM不仅可以把通常CAD软件绘制图形方便录入机器,转化为切割软件,还可以用清除、压缩、拟合等优化手段,完成清除DXT/DWG文件中多余点、重叠体,压缩拟合小实体曲线,自动识别过渡圆弧,全自动共边、借边、桥接和智能连接这样一些细节功能,使其有更高的智能性和交互性,有效提高和保证切割质量,这也是该软件的核心技术之一,尤其是FastCAM优化套料技术,可有效提高钢材套料利用率,有效节省钢材,提高加工效率。
3.数控等离子(火焰)切割在钢结构生产中的应用
传统的手工切割只能通过操作人员手眼配合手把的移动路线和速度,加工精度和产出率难以保证,后来出现的小车切割、仿形切割在直线或某些复杂曲线加工中,相对提高了质量和效率,但对于灵活快速加工、单件及特种批量加工受到局限,而数控切割技术的产生和应用,真正使热切割工艺发生了质的变革飞跃。拿当前钢结构行业生产现状来看,可以了解到数控热切割已成为重要的加工手段,设备投入和占有量越来越多。以某沿海城市工业园区为例,某大型钢构厂,由于以加工大型H钢钢构产品为主,采用了大量数控火焰切割和自动焊接设备;某船厂由于船舶钢结构特种加工的要求,采用了八台以上的大型数控等离子切割机;我公司曾以H型钢厂房钢构生产为主,于近期与某现代化船厂建立长期战略合作关系,在原配有数控自动、半自动直条切割机基础上,新上二台6M海宝数控等离子切割机,目前正加紧对上千吨各种厚度、形状各异的船体基座、分段结构板进行套料加工,数控等离子切割设备显现出强大的专业加工能力,将产生良好的经济效益。
4.编程方法及应用实例
数控切割机在应用过程中首先应进行编程工作,由于Fastcam套料软件的应用,使其编程简单化。在操作过程中需要使用AutoCAD或其他绘图软件,另存为DXF格式。然后打开Fastcam套料软件,输人数据确定板料的尺寸,然后将DXF格式下料文件导入到Fastcam套料软件中,根据提示确定下料的数量,根据板料的规格,以最佳节省材料为原则,对零件排布进行调整并根据零件的技术要求选择合理的切入点。然后将其输出,Fastcam系统将自动生成程序文件,将这套程序文件作为数控切割机可识别的程序,数控割机的切割头将沿着所绘零部件的轨迹进行运动。切割实例一:轴支座部件下料
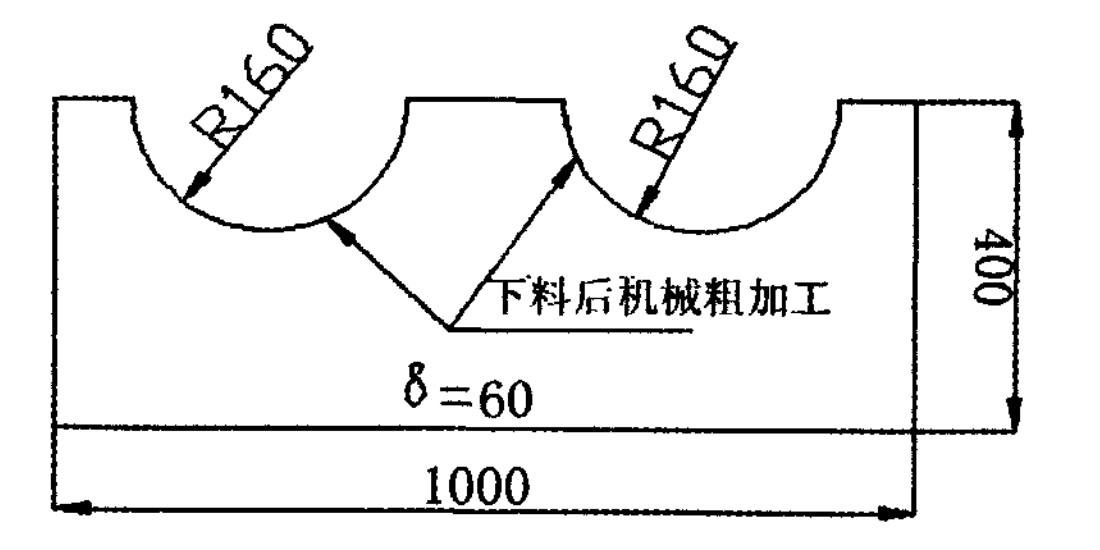
本部件两半圆切割口下料后需要机械加工,由此可见对切割面的表面粗糙度要求相对高一些,而且板厚60 mill。如用手工下料难以保证圆弧的平滑过渡和垂直度。又因为批量不是太大,不适合使用仿形切割,使用数控火焰就解决了以上困难点。实例二:船用舾装件部件

此部件若用传统的下料方法不但难以保证质量,而且效率非常低,如果采用数控下料设备并使用等离子头,快捷方便,切割质量和效率均可保证。5结束语近年来,随着数控切割和等离子弧技术的发展,极大的促进和满足了工程机械制造业切割工序的技术改进,钢结构生产行业内也是这样,它的技术发展和综合效益使之展现出良好的增长发展态势。如等离子弧切割机的割炬正朝着割缝精度接近激光精度的精细方向发展;小功率切割电源向逆变方向发展,以提高电源效率及电弧的收缩性;大功率切割电源向闸管方向发展,并采用一定的补偿措施以提高效率,出现了水射流式大功率等离子电源,新技术发展将进一步提高切割速度,改善切割质量。目前来看,不仅国外厂商,国内业界公司,也已瞄准了这一发展趋势和机遇,急起直追,不断加大技术推广和研发的力度,可以预见,数控切割特别是等离子切割的技术提高将步伐加快,有着广阔的发展空间。







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
