
钢结构具有自重轻、建设周期短、适应性强、造型美观、维护方便等优点,其应用越来越广泛,而钢材本身具有材质均匀,质量稳定,强度高,塑性韧性好,抗冲击和抗振动能力强等特点。经历了汶川和日本大地震的考验后,高层钢结构、空间钢结构、桥梁钢结构、轻钢钢结构和住宅钢结构等工业与民用建筑如雨后春笋,遍布全国。钢结构主要的结构类型为H型钢柱/梁、箱型柱/梁,常规的H型及箱型构件采用门式埋弧焊进行焊接,但是<350mm箱体截面采用门式双丝埋弧焊。由于H型钢翼缘板较宽且截面较小,焊机机头与H型钢翼缘板干涉,使门式埋弧焊无法正常施焊,所以针对以上焊接问题,结合现场工作实践经验制作了无轨同步双边焊接小车,在使用的过程中既保证了焊缝的内部质量,也提高了焊接的生产效率。

1.传统工艺焊接方法
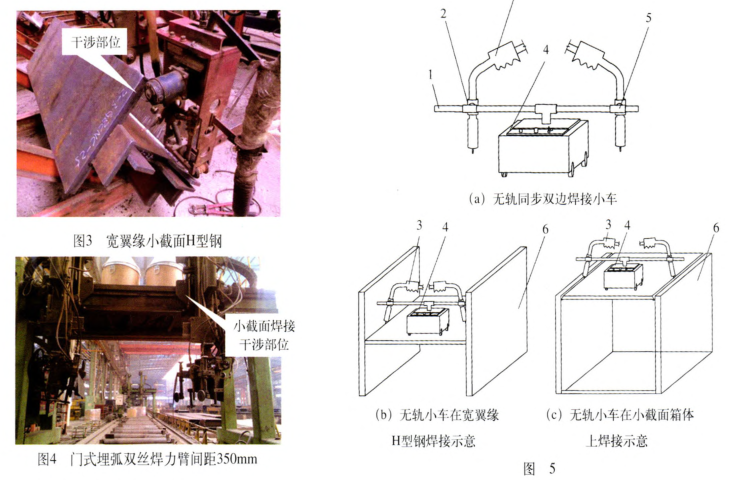
常规的H型钢由两块翼缘板及一块腹板组成,采用成都振中的门式埋弧焊焊接(见图1),箱型构件由两块翼缘板和两块腹板组成,采用门式双丝埋弧焊焊接(见图2)。非常规的H型钢(翼缘板较宽,截面较小)无法实施焊接(见图3),箱体小截面无法实施焊接的情况如图4所示。针对以上两种类型构件班组在焊接时通常采用手工焊接,不仅焊接效率低、焊缝质量难以保证,而且焊缝外观成形差。
2.改进型工艺要点分析
(1)无轨同步双边焊接小车制作材料同种规格及型号的气体保护焊机两台;用于组立的宽500mm的H型钢翼板两块,宽200mm的腹板一块;350mm/b截面的箱体翼缘板及腹板各两块;管道切割机一台;管道切割机上连接杆及其转动轴等。(2)无轨同步双边焊接小车构成组成无轨同步双边焊接小车的主要结构以及焊接小车在H型钢及箱型上的应用如图5所示。(3)无轨同步双边焊接小车工作原理首先将CO:气体保护焊焊枪3固定在连接杆1两端,将带有焊枪3的管道切割机小车装置4置于待焊件6上,通过调节轴系2、5N整焊枪3的焊接角度,待焊枪3角度调节后启动管道切割机小车装置4,由管道切割机小车装置4的行走路径带动焊枪3进行焊接宽翼缘H型钢及小截面箱型。(4)无轨同步双边焊接重点剖析第一,管道切割机小车采用车轮为永磁性小车,调整直线行驶路径,进而带动气体保护焊焊枪向前施焊,避免了非磁性小车向前行走过程中行走路径发生变化。第二,两台气体保护焊焊机选择型号相同的奥太焊机,焊接前将焊接参数、焊枪角度调节到正常施焊的焊接状态,避免了不同型号焊机双边焊接时不同步对焊缝产生不良影响。第三,焊接前预先将焊接腹板按常规要求采用半自动切割机加工坡口,并利用校正机将板件校正平整,严禁利用波浪变形的板件组立、焊接。第四,气体保护焊焊枪在施焊前需将焊枪稳固的固定在转动轴上,避免松动影响正常施焊。第五,H型钢或箱型在正式焊接前,应在端头加设引弧板及引出板,材质与母材材质相同,进而保证主体焊缝的焊接质量。
3.结语
工厂制造车间自使用此无轨双边同步焊接小车以来,解决了宽翼缘小截面H型钢及箱体小截面无法使用门式埋弧焊焊接的难题。应用此新型双边同步焊接小车,焊接生产效率较传统手工焊接效率显著提高,焊接后焊缝内部质量通过UT检测合格率明显提高,同时减少了工人手动焊接的工作强度。实现最终目标:提高工作效率,节约生产成本,降低劳动强度,为其他同类型构件的焊接起到参考借鉴作用。







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
