
1超高层建筑钢结构的发展
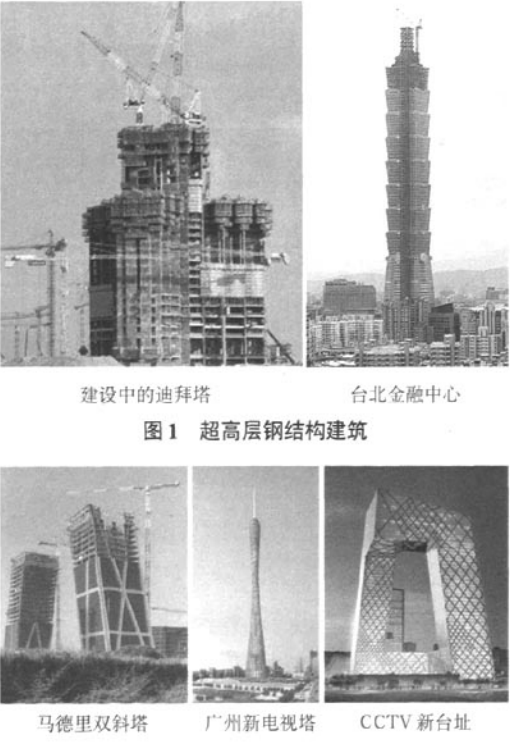
超高层建筑是人类征服自然,不断取得进步的重要标志,是现代科学技术发展的结晶,也是一个国家科技发展水平和综合实力的集中体现之一。因此无论是发达国家,还是发展中国家都把兴建超高层建筑作为展示社会发展成就的重要手段。而超高层建筑通常采用钢结构作为主要构成部分,因此超高层建筑一般都是超高层钢结构。现代超高层建筑起源于美国,已有110年的发展历史,超高层建筑的兴建不但具有显著的经济效益和社会效益,能够展现一个时代、~个国家的科技发展成就,而且可以极大地促进相关领域科技的发展。因此目前兴起了超高层建筑建设的新高潮。不仅高度越来越高,如高达492m的上海环球金融中心,508m的台北国际金融中心,阿联酋超过700m高的Burj Dubai大厦(迪拜塔),图l。而且超高层建筑造型也更加多样化,扭转的广州新电视塔和倾斜的中央电视台新台址建设工程就是其中典型的代表。
2.现代大型超高层钢结构的特点
大型超高层钢结构通常具有高、重等突出特点和共性;而最近十几年间,大型超高钢结构又呈现出斜、扭、悬等更多特异性特点。参见图2。1)高:高度带来施工高风险。2)重:结构构件重,用钢量大,对机械设备要求高。3)斜,如西班牙马德里的欧洲之门双塔(The Twin Towers of Puerta De Europa)是人造斜塔,倾斜度达15。平变形。,施工过程会发生较大的水4)扭:如广州新电视塔,钢结构外筒自下而上扭转45。,使结构呈三维倾斜,施工过程中不仅定位复杂,而且受温度等随机荷载影响较大。5)悬:如CCTV新台址,高空巨大的悬臂挑出,使得结构吊装和变形控制异常复杂和困难。
大型超高层钢结构施工关键技术和措施确定大型超高层钢结构工程施工技术路线时,首先应该对所施工的结构对象有充分地了解,并综合技术、经济、环境各方面的因素来考虑。对于结构本身的准确理解以及对环境、自身资源的充分认识是确定施工总体技术路线的前提。最优秀的技术路线一定是符合主客观条件,并充分利用时间、空间和自身特长的技术路线。主要考虑的方面有:1)要理解结构的基本组成和荷载传递途径。只有分析清楚结构的基本组成,才能恰当地划分吊装单元,只有分析清楚结构荷载传递路径,才能确定合理的施工顺序,保证施工完成状态与设计要求一致。对于超高层钢结构,钢柱、钢梁、钢桁架是通常的组成部分,也是结构分析的主要对象。2)熟悉施工场地条件和周边环境是合理选择施工设备,有效进行施工组织和规划施工的重要前提之一。施工环境还包括业主对工程建设的要求(如工期等),场外运输条件以及土建施工和设备安装等上下道工序对钢结构安装的制约等。充分利用施工现场的环境和空间条件,实现连续、高效、快速施工,是确定安装技术路线的主要考虑因素之一。3)了解资源配置情况及技术能力,这也是确定安装方案的重要前提。各施工企业有其特定的资源环境和技术特长,确定施工技术路线时应充分发挥自己的长处和优势,才能取得事半功倍的效果。对于大型超高层钢结构,关键的施工技术和措施主要有如下几个方面。
3.1机械设备选择
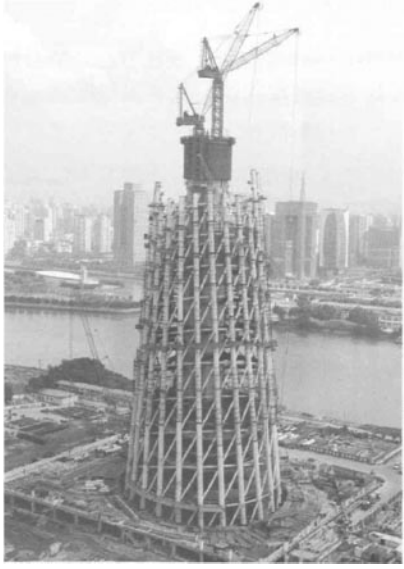
根据结构的实际情况,选用合理的吊装机械,是钢结构吊装最重要的工作。目前,塔式起重机是钢结构高空吊装的主力设备。而履带吊、门式起重机可以作为低空吊装以及构件驳运的辅助机械。目前得到快速发展的液压集群千斤顶可以用于大型构件或组件乃至整体结构的提升、平移和旋转就位作业。如根据广州新电视塔外框筒钢结构的实际情况和结构的特点,选用2台1200tm级的M900D塔吊作为主力起重设备,进行钢结构的吊装和就位。2台M900D分别安装于核心筒南北两侧。另外,考虑到工期和结构重量的分布以及M900D安装的时间,100m以下吊装时,辅助以两台300t的履带吊,构成4条作业线,同步吊装,大大提高了速度。见图3。
3.2测量技术
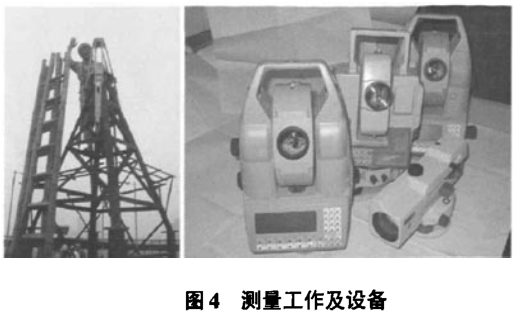
配备适用完好的仪器,精心布设测量基准点和基准网,选择正确的测校方法和数值传递路线,是工程测量的基本要素。超高层由于结构高,通视条件差等因素的影响,结构测量的难度很大。目前比较先进的方法是建立双重控制网,选用GPS定位系统进行测量基线网的测设,并以高精度全站仪为重要手段,进行构件空中三维坐标定位,见图4。
3.3焊接技术
超高层钢结构构件多数采用等强焊接连接,不仅焊接量大,而且质量要求高。同时由于结构超高,大多数焊接作业需在高空完成,安全控制难,气候影响显著。因此,需要根据不同的钢材特性和现场施工条件,选择合理的焊接工艺、设备和材料,关注高空施焊的操作条件,培训熟练的焊接技工,落实防风防雨的技术措施,适时进行无损检测等,是钢结构现场焊接作业的关键所在。此外,焊接方案也必须从保证焊接质量、提高焊接功效、减少焊接变形等因素进行综合考虑。目前以二氧化碳气体保护半自动焊为主,手工焊为辅的焊接工艺最为常用,施焊时不仅需要考虑总体和区段的焊接顺序,对一个焊接节点也需采用对称分布焊接的施焊顺序,以最大限度控制焊接变形的不利影响。







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
