
数字信号处理相对于模拟信号处理具有很大的优越性,表现在精度高、灵活性大、可靠性好以及易于犬规模集成等方面。因此.数字信号处理技术在通信、语音处理、图形/图像处理、自动控制、消费电子等诸多领域内得到了广泛的应用川。作为数字信号处理技术与弧焊工艺结合的产物,数字化焊机的出现引起了业内人士的广泛关注。本文将对效字化埠机的概念、特点、实现方式及其未来的发晨前景进行探讨。
1 数字化焊机及其特点
因为数字化掉机出现得比较晚,例如nD“m是在1998年才开始进行数字化埠机的生产,因此剜目前为止还没有形成敷字化焊机的统一的、得到各个方面认同的定义。作者理解.所谓数字化焊机应当是指这样—些焊机,它们主要的控制电路由传统的模拟技术直接被数字技术所代瞢,在控制电路中的控制信号也随之由模拟信号过渡到0/l编码的数字信号。
在计算控制技术的发展中经历过两个关键的阶段,即开创时期和直接效字控谢时期。在开刨时期,计算机系统速度慢、价格高,也不可靠,因此这个阶段的计算控制主要以两种方式进行。一种方式是计算机打印出指令给操作者;另一种方式是计算机修改模拟调节器的设定值。进入直接数字控制时期后,计算机的任务不再局限于向操作者发送指令和謦改摸{I重l调节器的设定值,而是直接替代了模拟调节器的功能”J。在数字化焊机的发晨中同样有与此类似的两个阶段。以∞蛆或∞c196为代表的单片机控制弧焊逆变电源基本上属于数字化焊机开创时期的产品。其主要特征就是单片机在焊机中的主要作用是完成焊机的蕾理和焊接参数的给定。而焊接工艺中的恒压、恒流控制则通过模拟的PI(比例积分)控制器来完成。当然这并不是绝对的.在有些单片机控制的可控硅焊机中,从参数设定、焊接参数反馈采样、Pl控制,到可控硅触发脉冲的发生都是由单片机完成的。这种情况下的单片机控制的弧焊电源就应当属于直接数字控制时期的产品。从某种意义上说,只有在数字化焊机进人到直接数字化阶段才真正地实现了数字化,才充分体现出了数字化控制所带来的优势。
不言而喻,数字化控制具有很好的系统灵活性。对于模拟系统,系统的配量和增益由阻容网络等硬件参数所决定,一旦确定就很难改变。而对于数字系统,这一切仅仅是改变软件而已。对于数字化焊机来说,灵活性意昧着同一套硬件电路可以实现不同的焊接工艺控悄,对于不同焊接工艺方法和不同焊丝材料、直径可以选用不同的控制策略、控制参数,从而使焊机在实现多功能集成的同时,每一种焊接工艺方法的工艺效果也将得到大幅度的提高。以c0,焊接短路过渡的波形控制为例,短路时的电流波形决定了其焊接飞溅的大小和焊缝成形的好坏,并且对于不同的焊丝直径和焊接工艺区间.最佳的电流波形会有所区别。在采用模拟控制时,往往是按照兼顾整个工艺区间的原则来选取电流波形,这样就必然造成部分区间的工艺效果的不理想。数字化控镧的灵活性同时也体现在数字化焊机的控稍软件的在线升级的功能上。由于采用n∞h作为存储器,同时在电路设计上增加了在线的n*h编程功能,因此,数字化焊机的控制程序升级或在线调试修改,只需要简单地通过Rs232串行通讯接口进行。
数字化焊机的第二个优势是它具有更好的稳定性。在模拟系统中.信号的处理是通过有潦或无源的电网络进行的,处理参数的设定通过电阻、电容参数的选择来完成。这样在模拟系统中阻容参数的容差、漂移必然导蕺控制器参数的变化,一方面模拟控制的温度稳定性较差,另一方面模拟控制时的产品一致性难以保证。而在数字化控制中,信号的处理或控制算法的实施是通过软件的加/碱、乘/除运算来完成的,因此其稳定性好,产品的一致性也得到了很好的保证。数字化焊机具有更高的控制精度。模拟控制的精度一般由元件参数值引起的误差和运算放大器非理想特性参数(如A。^“、%。、,循、噪声等)引起的误差所决定。以反向放大器电阻网络引起放大倍数的相对误差为倒,放大倍数IA,.I=玛佃,,其相对误差h=讹一|y。,这里*=△尺1/Rl,竹=△掣玛为电阻R,和马的相对误差”J。如果月.和五:的相对谩差同为±5%,则放大倍数的相对误差为±10%。而数字化控镧的精度仅仅与模一数转化的量化误差及系统有限字长有关,如果对一个O—lO V变化的信号进行10位模一数转化的话,模一数转化中n 1 1n的量化误差为IeI≤羊=÷x岩=o.004鹞2 812 5。‘ ‘Z一由此可见,数字化控制可以获得很高的精度。
最后,数字化焊机具有良好接口兼容性。由于散字化焊机大量采用了单片机、DsP(数字信号处理器)等数字芯片,因此数字化焊机与其它设备间就可以非常方便地实现大量的信息交换。随着现代焊接生产网络化管理的发展和普及,数字化焊机良好的接口兼容性必然会发挥越来超重要的作用。数字化焊机与传统模拟控制焊机相比具有无可争议的优势。但是,焊机数字化系统的实现具有极大的挑战性。处理速度慢和抗干扰能力差是数字控制的主要缺点。因此,在数字化焊机的实现中必须通过合理的控制芯片选择和整体设计满足弧焊工艺对数字系统处理速度的要求。同时,必须采取有效的抗干扰措施,使数字控制电路适应高辐射、强电磁干扰的弧焊工艺环境。
2 数字化焊机的实现
焊机向数字化方向发展,包吉两方面的内容。一个是主电路的数字化.另一个是控制电路的数字化。
2.1主电路的数宇化
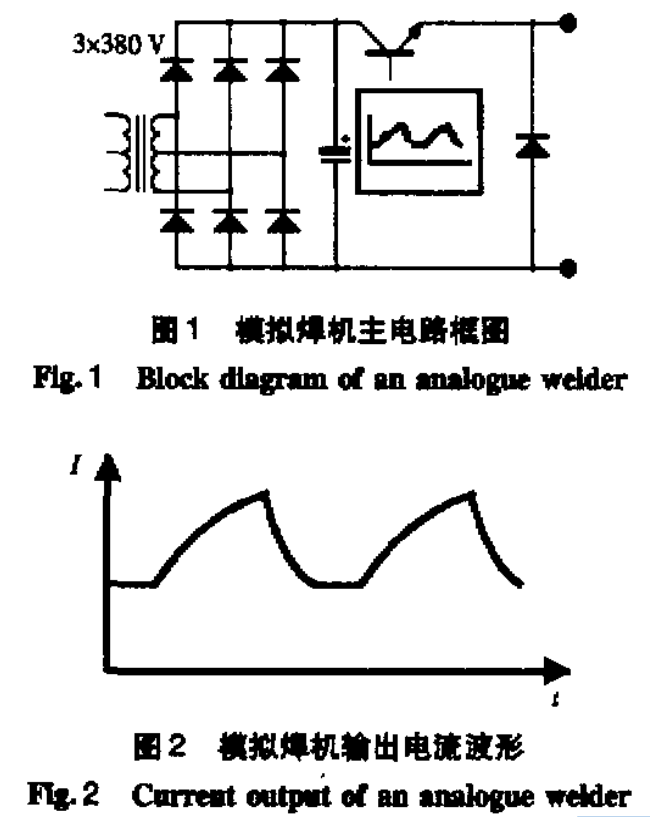
在焊接电源中,变压器的作用非常关键,它一方面满足电流、电压的匹配要求,另一方面对送电回路和焊接回路起到电气隔离的作用。同时,变压器在能量传输回路中的位置决定了焊接电源的体积和质量。图1为模拟式焊机的主电路框图。这种电源由一个工频变压器、三相整流桥和一个晶体管组组成,晶体管组在回路中的作用相当于负载的串联电阻。晶体管组工作在放大区.焊接中不需要的电压消耗在晶体管组的c、E极之间,因此功耗极大,晶体管组需要水冷。模拟焊机的输出波形如图2所示。这种焊机的优点是响应速度快,缺点是晶体管组的能耗大,因此基本上已经被其它类型的电源所取代。







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
