
1.炉简体内环焊缝埋弧自动焊机组成
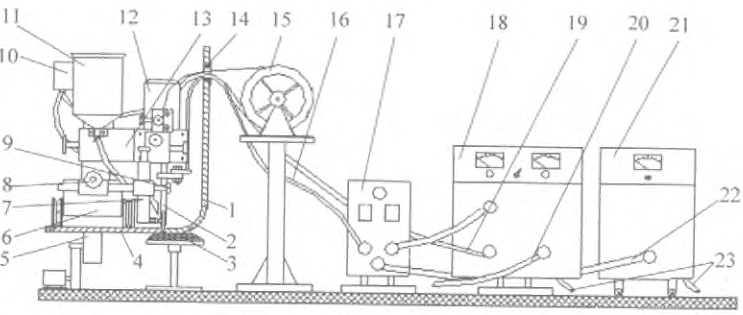
机主要由焊接小车、焊剂托盘、电控箱、送丝盘、焊接电源和筒体转胎六部分组成。锅炉简体内环焊缝埋弧自动焊机工作原理如图1所示。焊接小车是核心部分,焊接电源、简体转胎和送丝盘为常规设备。
2.心部分重要组件的作用、组成和工作原理
2.1焊接小车
焊接小车是整机的执行机构,也是焊接操作最重要的部分。由图1可知,它主要由车体6、送丝机12、焊枪2、焊枪调整机构13、焊剂料斗11、焊缝跟踪器7、装置8、装置9、焊接操作盒10等组成。车体6采用四轮双驱动方式,一台电动机拖动,四轮轮缘外轮廓圆柱表面有直纹滚花,以保证驱动不打滑,并制有900V型环槽,使该焊接小车在平焊时可沿V形轨道行走。焊剂料斗11和送丝机12安装在焊枪调整机构13的水平调整部分上,焊枪2装在送丝机12上,它们均随焊枪调整机构13的竖向调整或水平调整而动。焊剂料斗11本身设有放剂阀和输送管。夹具9负责焊缝跟踪器7的竖向定位和夹紧。它安装在水平调整装置8的靠近焊缝一端,而水平调整装置则固定在车体的前端。焊接小车从人孔搬人筒体4内,将焊枪2的枪嘴置于焊缝的垂直上方,焊接小车平行于焊缝放置于筒体4最低点。将焊接操作盒lO也安放在焊接小车上,送丝盘15上的焊丝、焊接把线19、电控线16一并从封头断面的中心孔接到焊接小车相应位置上,焊接地线20与简体4相连。绝缘套14是为了防止短路。
2.2焊缝跟踪器
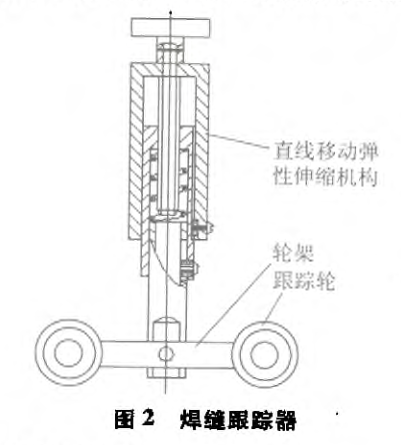
焊缝跟踪器是保证焊接质量的关键部件,依靠它为焊接小车行走强制导向,从而保证焊枪2始终不偏离焊缝。它由两个导向轮、一个轮架、一套直线移动弹性伸缩机构组成,结构如图2所示。焊缝跟踪器7通过竖直调整夹具9与安装在焊接小车前端的水平调整装置8相连。工作时焊缝跟踪器的两个跟踪轮骑在焊缝中,依靠焊缝为其导向,并在弹性压力下,两轮始终沿焊缝滚动,通过机械强制力使焊接小车跟随其始终与焊缝保持等距行走。
2.3焊枪调整机构
焊枪调整机构是为调整焊枪2和焊剂输送口相对焊缝位置而设置的。焊枪调整机构13由竖向调整和横向调整两部分垂直组合而成,竖向调整部分与焊接小车车体相连。横向调整部分安装在竖向调整部分移动块上。焊剂料斗11和送丝机12均安装在水平调整部分上。送丝机12与焊枪调整机构13之间采用绝缘连接。通过竖向或横向调整部分的相关手柄便可调整焊枪2和送剂口的位置。
2.4焊接操作盒
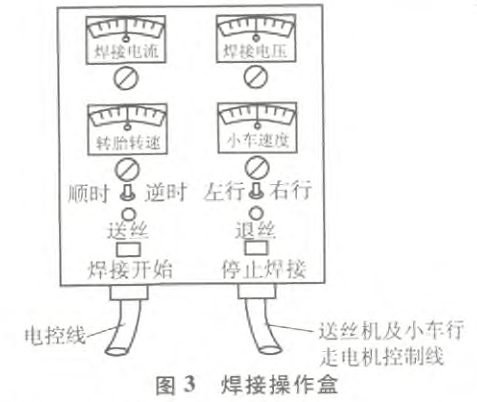
焊接操作盒10是焊接操作的控制单元,焊前准备、焊接开始、焊接过程参数调节、焊接结束都在其上面进行操作,其组成单元如图3所示。根据不同的工作状态和需要,选择焊接操作盒上相应的旋(按)钮进行调节,实现工作要求。
2.5焊剂托盘
焊剂托盘3的作用是托弧、防焊漏。它由圆形托盘和轴座组成,两者组合后托盘可绕轴座自由转动,安放位置如图1所示。焊接工作时,随着筒体的旋转,焊剂托盘与焊剂一起绕轴座作水平转动
3.焊接
3.1焊前准备
(1)锅炉简体4与封头3按对接方式采用V型坡口组对。组对焊点只允许设在外环缝上,内环焊缝不准有焊点,避免妨碍焊缝跟踪。
(2)将焊接小车从简体人孔搬入筒内,并按图1所示位置安放。焊枪2垂直焊缝,枪口对准焊缝中心,焊枪距焊接小车最近一侧轮端面约100Ⅲ。焊缝跟踪器7也参照焊枪的位置调整,将两个跟踪轮调整进入焊缝中并弹性压紧。焊剂料斗11加满焊剂。
(3)将焊丝盘15及其支架靠近封头中心外侧安放。焊接电源18、转胎5和电控箱17分别通过动力线23接人供电电源,并按焊接要求互相连接。再将电控线16、焊丝和焊接把线19一并从封头中心孔进入筒内,将它们与焊接小车的相关部分连接。
(4)将焊剂托盘3置于待焊焊缝下方距焊缝外表面约50liral处,焊剂托盘3中心偏离焊缝约100mm(见图1),在焊剂托盘3与简体4之间充满焊剂。
(5)简体内外大部分组合连机之后,通电联机调试,使整机各部分的动作在焊接操作盒10控制运行。
(6)按焊接工艺要求,在焊接操作盒10上设定焊接电流和焊接电压。
(7)通过焊接操作盒10设定焊接小车的焊接行走方向和行走速度;设定转胎5的转向(与焊接小车行走反方向相反)和转速,使焊接小车与转胎5两者的运动速率相同。
(8)点动“送丝”按钮,使焊丝端头抵到焊缝中心,焊丝杆伸长约25 into。打开焊剂料斗11放剂闼对焊点进行焊剂埋敷。
3.2焊接待一切准备就绪后,便可进行焊接。
(1)在焊接操作盒lO上按下“焊接开始”按钮,焊接开始。此时焊接小车按预先设定的焊接方向和焊接速度行走,同时转胎5也随之反向同步转动。
(2)焊接过程中,操作者要注意观察焊接电流和焊接电压,一旦偏离设定值较大对应及时调整。
(3)焊完一段焊缝后,应清除焊道上的焊剂和焊渣,查看焊缝熔合和成形情况。如焊道熔合不好,适当加大焊接电压;若焊道加强高不够,降低焊接小车行走速度;若焊道成形偏离焊缝,通过调整焊枪调整机构13上的横向调整部分对焊枪位置纠偏。
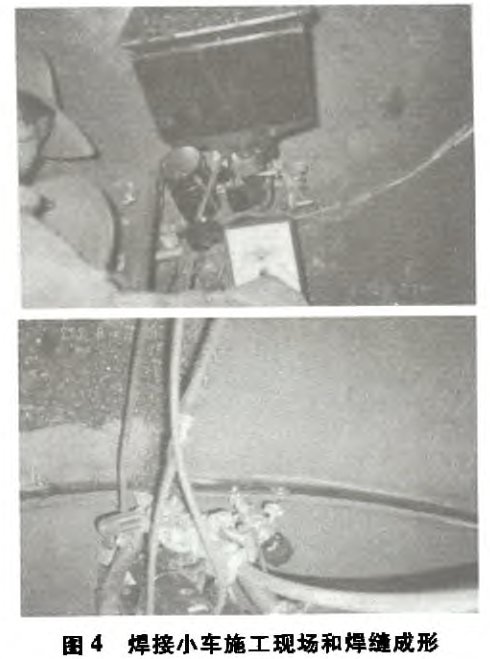
(4)焊接过程中,焊缝跟踪器7将始终为焊接小车导向。在焊接临近头尾相接时。跟踪轮将失去焊缝依托,但靠原已形成的导向作用延续,焊接小车仍会沿焊接反向继续前进直至与焊接起点重合。完成焊缝对接后,按下焊接操作盒10上的“停止焊接”按钮,内环缝焊接结束。焊接小车施工现场和焊缝成形如图4所示







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
