
1关键技术
立向角焊缝的焊接工位特殊,施焊环境狭小,现有的成型自动焊接设备无法应对,需解决立向角焊缝的一次成形自动焊接关键技术有:(1)需有一套使焊点熔池上升速度与焊接小车上行速度匹配协调的自动控制系统。(2)适应角缝焊接并能对焊缝进行强制冷却成形的特殊水冷滑块。(3)一整套能使焊枪和水冷滑块在水平面内进行转角调整的调整机构。
2自动焊接小车的组成和工作原理2.1组成立向角缝的自动焊接小车在结构组成、外形、功能和工作原理等方面与平面对接立缝气电立焊小车相近,不同之处有两点:一是立向角缝自动焊接小车的焊枪调整机构除了要有左右、前后和上下调整之外,还需配置一套焊枪水平转角调整机构,使焊枪能在垂直钢板或在与钢板成45。角的位置上运行。二是立向角缝焊接小车的水冷滑块形状特殊,它与被焊钢板的两个接合面夹角成90。。根据立向角焊缝一次成形自动焊接关键技术的要求,根据平面对接立缝气电立焊技术,设计制造了专门用于立向角焊缝一次成形自动焊接的焊接小车,其结构如图1所示。主要由车体、轨道、水冷焊枪及其调整机构、水冷滑块及其调整机构、操作盒等组成。
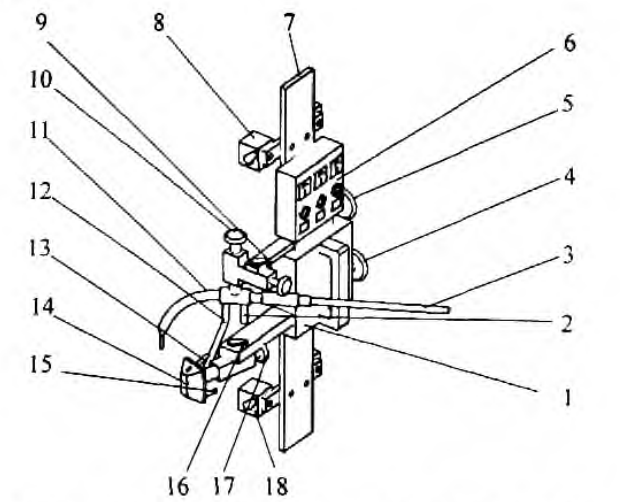
1一车体;2一水冷电缆;3一送丝管;4一手柄;5一于柄;6一操作盒;7一轨道;8一手柄;9一锁紧扳把;10一手柄;11一水冷焊枪;12一水管;13一C02气管;14水冷滑块;15一回水管;l仁锁紧扳把;17-于柄;18一磁铁。
2.2关键组件的功能和工作原理
(1)车体。车体1是焊接小车的主体。是其他部件的依托。车体l内部装有轨道行走轮和行走驱动机构,轨道行走轮负责车体1稳定可靠地与轨道7配合并在其卜行走;行走驱动机构运动及动力依靠一个直齿轮输出,靠它1j轨道7一侧安装的齿条相啮合实现。轨道7是刚性体,在其长度方向上设置了若干组磁铁18,使轨道7与钢板吸附在一起。
(2)水冷焊枪。水冷焊枪1 1是焊接过程的重要执行部件一它一方面要通过送丝管3和送丝机相连.将焊丝引入焊点实施焊接;另一方面又通过水冷电缆2分别与焊把线和循环冷却器相连。焊枪11负责焊接电能的导入。由于水冷焊枪11的枪口处在熔池上方,焊接过程中受到高热作用,因此要进行冷却。水冷焊枪1l的水平左右调整由手柄5来实现.其后移动由手柄8来实现.上下调整由手柄10来完成,转角调整通过锁紧扳把9来实现。
(3)水冷滑块。水冷滑块14的作用是托住熔池铁水并使焊缝铁水快速冷却成形,也是焊接环节的核心件。它既要通过COz气管13的接人给熔池引入C0:保护气体,又要与水管12相接给水冷滑块14引人冷却水,以保护滑块不被烧毁,还要对焊缝实施冷却,强迫焊缝成形。冷却水由回水管】5流回循环冷却器。水冷滑块14的水平调整由手柄4来实现,伸缩调整由手柄17来实现,伸缩机构中设有弹簧,使水冷滑块14被弹性乐紧在角焊缝上,它的水平转位调整南调节锁紧扳把16来完成,水冷滑块14按焊角高为9 mm.
(4)操作盒。操作盒6是整个焊接过程的核心操作控制单元。它与焊接电源、送丝机,循环冷却器、CO:供气阀等多个T作组件的控制线相连;上面设置了若干个功能开关和显示表,有焊接开始和停止开关、送丝、退丝按钮、,|、车行走选向开关及行走速度调节旋钮,还配备了焊接电流表和电压表、小车行走速度丧。焊接之前,各个环节的t作参数设定需在操作盒6完成。焊接开始时.各部件在一个自动化模式下协调运转,实现自动化焊接;







 中文
中文 English
English Español
Español русский
русский Portugal
Portugal العربية
العربية français
français Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
